
Zakázková kovovýroba a automatizace
Strategie moderního průmyslu směřují ke zvyšování efektivity a produktivity výroby, proto je také jejich nezbytnou součástí automatizace na všech možných úrovních. Zejména sériová výroba tvořící výraznou část celkové produkce většiny odvětví se posunula do velmi vysokého stupně automatizace umožňující udržovat takt a implicitně měřitelnost a optimalizaci procesů.
Charakteristiky sériové výroby
Sériová výroba je typická svou opakovatelností, výrazně se však liší její charakter i potřebná vybavenost v závislosti na typu průmyslového odvětví a konečného produktu. Základním prvkem sériové výroby je výrobní linka. Její provedení, tedy statické, dynamické i obráběcí prvky a dílce jsou přizpůsobeny konkrétním úkonům, které je na produktu potřebné vykonat. Rozdíly mezi linkami jednotlivých průmyslových odvětví spočívají především v použitých nástrojích a dopravních systémech.
Jaké je místo kovovýroby v automatizaci?
V rámci automatizace má kovovýroba nezastupitelné místo, jelikož umožňuje uplatňování přesných a současně odolných nástrojových systémů. Prvky a dílce vyráběné v rámci zakázkové kovovýroby jsou aplikovány převážně v uchopovacích systémech pro upínání nástrojů.
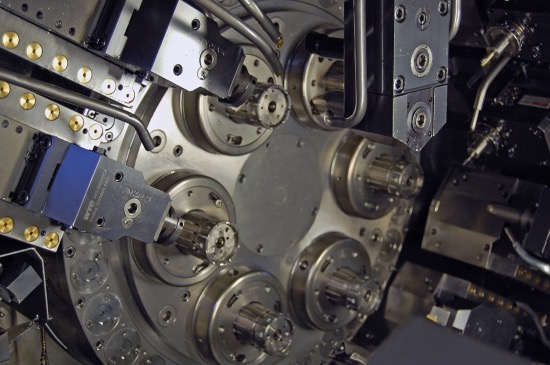
Tyto lze nalézt prakticky na každém typu linky – od těch určených pro potravinářský průmysl a zpracování hospodářských surovin jako upevňovací součást obráběcích nástrojů v hlavách apod., až po velmi jemné opracovávání v leteckém a automobilovém průmyslu či elektronice. Nepředstavitelná je bez nich oblast robotizace využívající kleštiny a kleštinové upínače různých typů, především tlačné kleštiny vysoké přesnosti pro hrubé i velmi jemné obrábění.
Aspekty zakázkové kovovýroby
Z praktického hlediska je možné prostřednictvím zakázkové kovovýroby vytvořit jakýkoliv kovový nástroj jednoduché i velmi složité konstrukce. Hlavními prostředky a používanými zařízeními jsou CNC stroje (obráběcí centra a soustruhy) různých parametrů umožňující naprogramování variabilních pravidelných i atypických tvarů obrobků.
Jelikož je u konečného systému, který obsahuje kleštiny nebo sklíčidla, obecně vyžadována vysoká přesnost pozice a minimální odchylnost nastavené osy, jsou obrobky dále manuálně doupraveny a doleštěny, nebo opatřeny speciální povrchovou úpravou.